



Brazed Plate Heat Exchangers for HVAC, Hydronic Heating & Industrial Cooling
Alfa Heating brazed plate heat exchangers are designed to deliver efficient liquid-to-liquid heat transfer in residential, commercial, and industrial applications. Manufactured with stainless steel plates and copper brazing, they provide excellent thermal efficiency, compact installation, and long service life for HVAC systems, domestic hot water, refrigeration, heat pumps, and process cooling.
Why Choose Brazed Plate Heat Exchangers
Brazed plate heat exchangers are a compact type of plate heat exchangers designed for efficient and reliable heat transfer in refrigeration, HVAC, hydronic heating, and industrial cooling systems. Their fully brazed construction provides a sealed and durable design suitable for applications requiring high thermal performance within limited installation space.
Key advantages include:
Compact Design: Delivers high heat transfer capacity in a smaller footprint compared with traditional shell-and-tube heat exchangers, making installation easier in space-limited applications.
High Thermal Efficiency: Chevron-pattern stainless steel plates create turbulent flow, improving heat transfer performance and helping reduce overall system energy consumption.
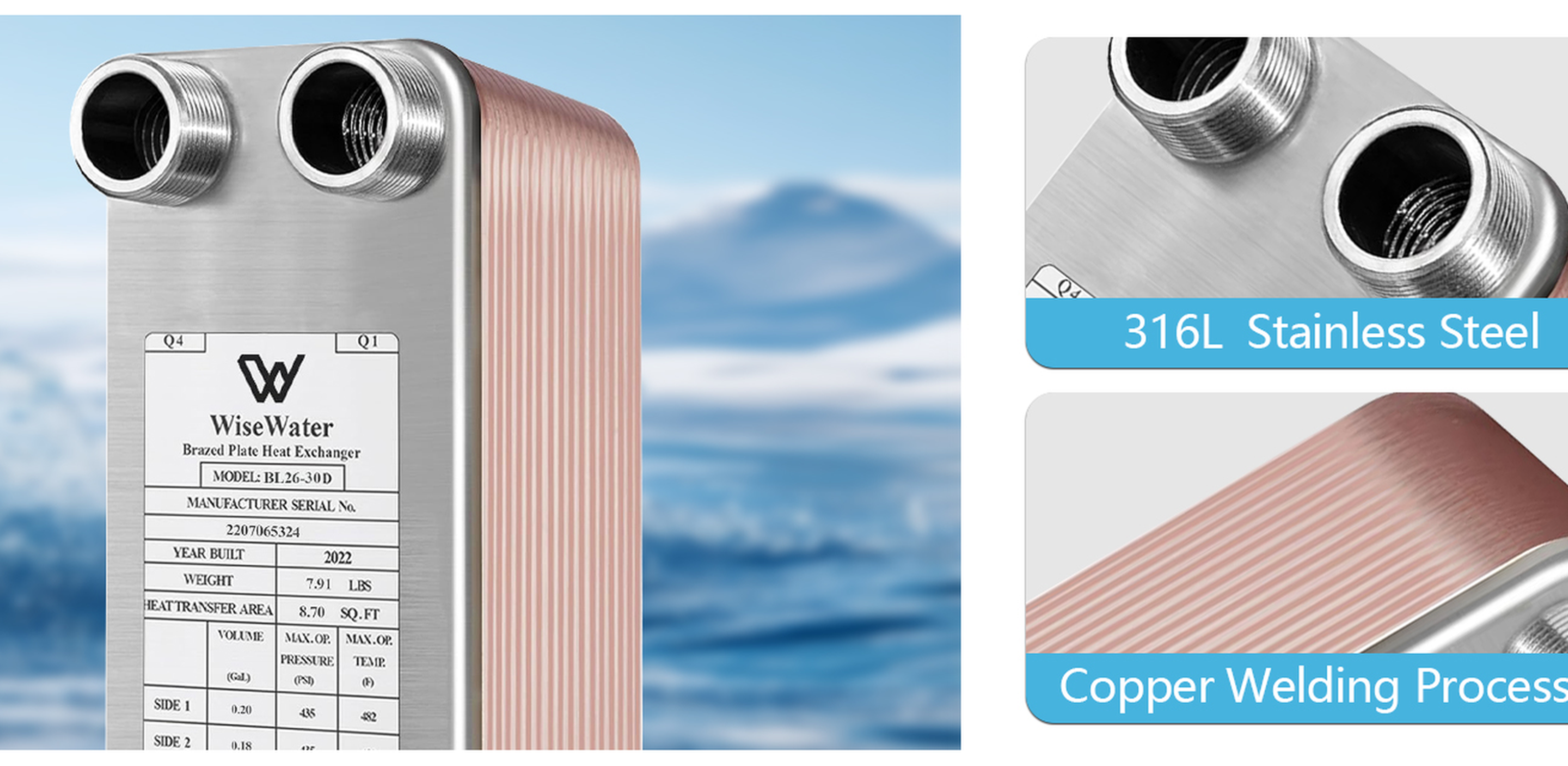
Leak-Free Brazed Construction: Vacuum-brazed copper construction eliminates gaskets and minimizes leakage risks, providing reliable long-term operation.
Low Maintenance: The sealed, gasket-free design reduces maintenance requirements and helps minimize system downtime.
High Pressure & Temperature Capability: Designed to handle demanding operating conditions commonly found in HVAC, refrigeration, heat pump, and industrial thermal systems.
Wide Application Compatibility: Suitable for water, glycol solutions, refrigerants, and other compatible heat transfer fluids across a variety of heating and cooling applications.
UL-Certified Options Available: Selected models are UL certified to help meet North American safety requirements and provide additional confidence for residential, commercial, and HVAC applications.
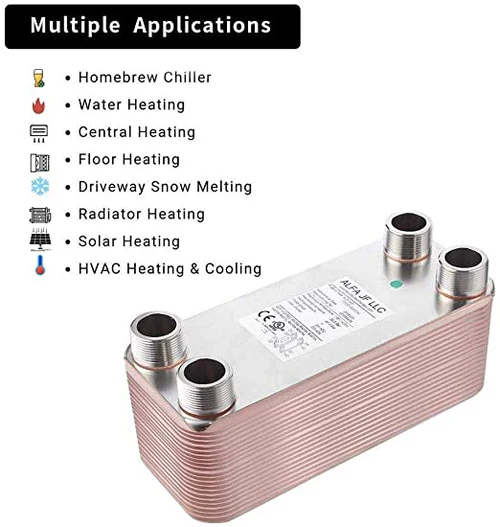
Typical Applications
Brazed plate heat exchangers are widely used in residential, commercial, and industrial thermal systems due to their high efficiency, compact design, and excellent heat transfer performance.
They are commonly integrated into domestic hot water systems to provide efficient indirect heat transfer between heating sources and potable water circuits.



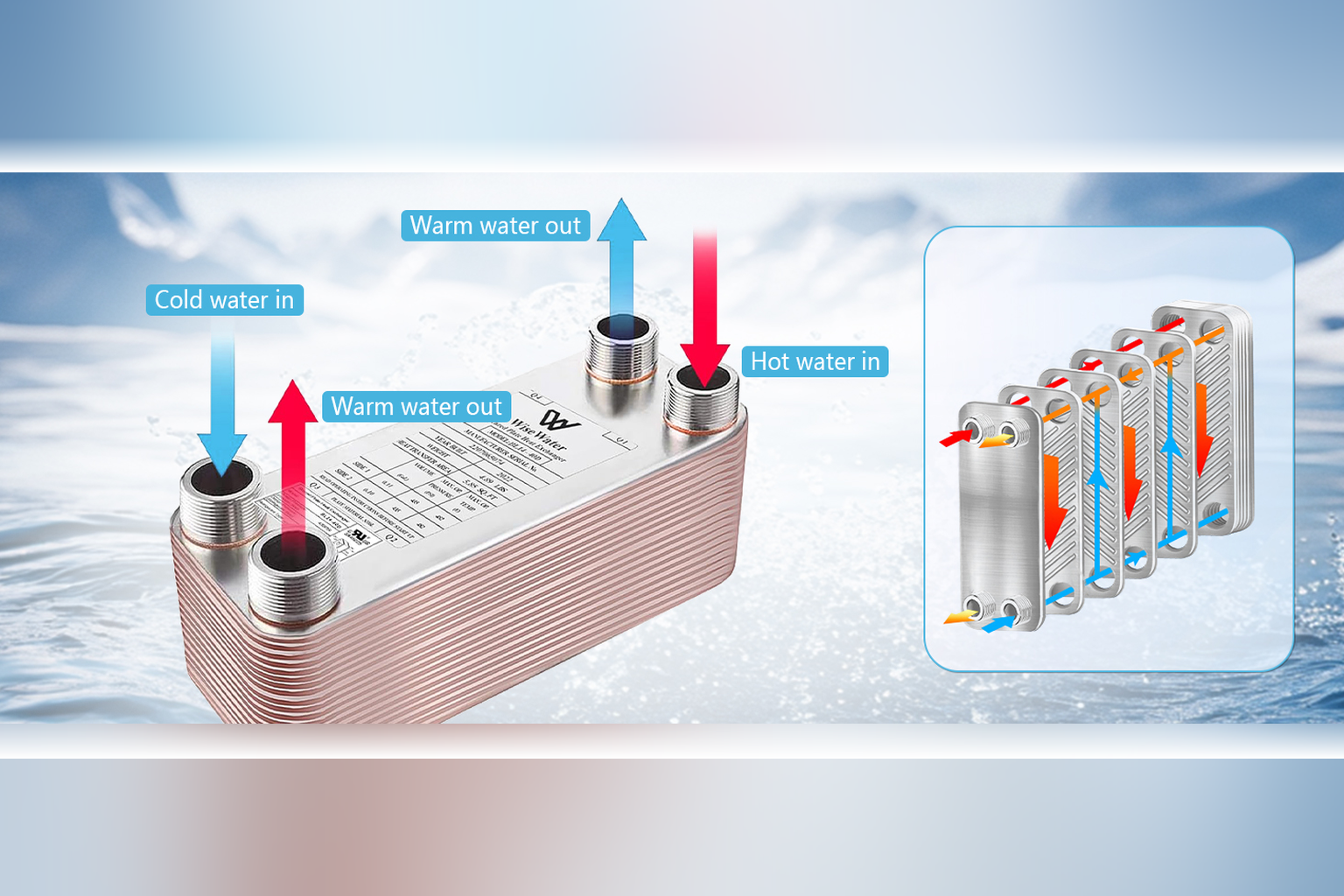
How Brazed Plate Heat Exchangers Work
Brazed plate heat exchangers transfer heat between two fluid streams through a series of thin, corrugated stainless steel plates. The hot and cold fluids flow through alternating channels created by the plates, allowing heat to transfer through the metal surface without the two fluids mixing.
During manufacturing, the plates are vacuum brazed together with copper brazing material, forming a strong and sealed structure without the need for traditional gaskets. This compact construction provides excellent pressure resistance, reduces the risk of leakage, and helps ensure reliable long-term operation.
The corrugated plate design creates turbulence as fluids pass through the channels, increasing the heat transfer coefficient and improving thermal efficiency. Most brazed plate heat exchangers use a counterflow design, where the two fluids move in opposite directions to maximize temperature transfer and overall system performance.
Because of their high heat transfer efficiency, compact size, and low internal fluid volume, brazed plate heat exchangers are widely used in HVAC systems, heat pumps, refrigeration equipment, domestic hot water systems, hydronic heating, and industrial cooling applications.
How to Choose a Brazed Plate Heat Exchanger
Brazed plate heat exchangers are used in a wide range of residential, commercial, and industrial heating and cooling systems.
Choosing the right model depends on several key factors, including heat load, flow rate, system type, and operating temperature difference. For a detailed overview of selection methods, applications, sizing calculations, and common troubleshooting issues, refer to our plate heat exchanger selection guide.
To ensure optimal performance and energy efficiency, it is important to match the heat exchanger specifications with your actual application requirements rather than selecting based on size alone.
1. Heat Load (BTU / kW Requirement)
The first step is to determine the required heating capacity of your system. Smaller residential systems typically require lower BTU ratings, while commercial and industrial applications demand significantly higher heat transfer capacity.
2. Flow Rate and System Compatibility
The flow rate of both primary and secondary circuits directly affects heat exchange efficiency. A properly sized unit ensures stable temperature output and prevents performance loss caused by undersizing or oversizing.
3. Application Type
Different applications require different configurations:
- HVAC systems
- Domestic hot water systems
- Hydronic heating systems
- Swimming pool heating systems
Each application has unique temperature ranges and load characteristics that must be considered during selection.
4. Connection Size and Installation Constraints
Connection size (such as 3/4", 1", or 1 1/4") should match your piping system to ensure proper flow and reduce pressure loss. Installation space is also a key factor, especially in compact mechanical rooms.
FAQ
A Brazed Plate Heat Exchanger (BPHE) is a compact and highly efficient heat transfer device made from multiple corrugated stainless steel plates that are permanently bonded together using a brazing material such as copper or nickel.
Unlike traditional gasketed heat exchangers, BPHEs do not use rubber seals. This gasket-free design provides enhanced durability, allowing the unit to operate reliably under high pressure and high temperature conditions.
The corrugated plate structure creates turbulent flow between channels, significantly improving heat transfer efficiency while maintaining a compact footprint.
Brazed plate heat exchangers are widely used in applications such as HVAC systems, refrigeration, hydronic heating, domestic hot water systems, and various industrial processes.
The four main types of heat exchangers, based on their construction, are shell and tube, plate, double pipe, and finned tube heat exchangers. These systems transfer heat between fluids (liquids or gases) through a solid surface, ensuring efficient thermal exchange without mixing the fluids.
- Shell and Tube Heat Exchanger
This type consists of a bundle of tubes enclosed within a cylindrical shell. One fluid flows through the tubes, while the other circulates around them inside the shell. It is highly durable and commonly used in large-scale industrial applications such as power generation and chemical processing. - Plate Heat Exchanger (PHE)
Plate heat exchangers use multiple thin, corrugated metal plates stacked together to transfer heat between two fluids. Their compact design and high efficiency make them ideal for HVAC systems, food processing, and general heat transfer applications. - Double Pipe Heat Exchanger
This is the simplest design, featuring one pipe placed inside another. One fluid flows through the inner pipe, while the second fluid flows through the outer annular space. It is typically used in small-scale or low-capacity applications. - Finned Tube Heat Exchanger (Air-Cooled)
This type uses tubes with extended fins to increase the heat transfer surface area. It is especially effective for heat exchange between liquids and gases, such as air, and is commonly used in air conditioning systems and air-cooled equipment.
The primary advantage of plate heat exchangers is their exceptionally high heat transfer efficiency relative to their size. By using multiple thin plates, they provide a much larger heat transfer surface area per unit volume compared to traditional designs such as shell and tube heat exchangers.
This compact and efficient structure allows for improved thermal performance, reduced energy consumption, and space-saving installation. As a result, plate heat exchangers are widely used in HVAC systems, water heating, heat pumps, refrigeration, and various industrial applications, particularly in small to medium-sized systems.